С 1950 года Fronius разрабатывает инновационные комплексные решения для электродуговой и контактной точечной сварки. Одним из таких решений является технология «холодного» переноса металла Cold Metal Transfer (CMT). Этот революционный сварочный процесс опровергает миф о невозможности сварки стали с алюминием.
Этот сварочный процесс устанавливается на сварочные аппараты Fronius серии TPSi, которые можно посмотреть в нашем каталоге, в разделе “Полуавтоматы сварочные (MIG/MAG)”
CMT: за этими тремя буквами скрывается самый стабильный в мире сварочный процесс.
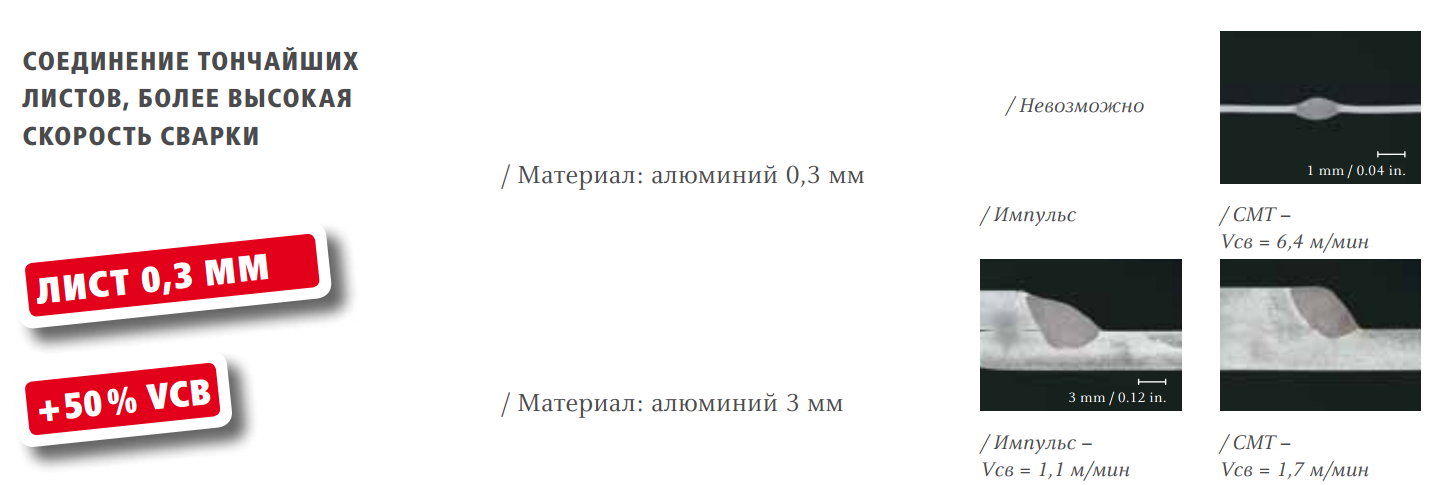
«Холодный» сварочный процесс CMT означает наилучшие результаты при работе с любым материалом, самую стабильную дугу и точное управление процессом. Это возможно благодаря процессу, который в сравнении с обычной сваркой MIG/MAG действительно является «холодным». Точнее говоря, благодаря постоянной смене «горячего» и «холодного». Это ведет к совершенным результатам и неограниченным возможностям, к которым относятся сварные и паяные швы без образования брызг, сварные соединения стали и алюминия, сварка тончайших листов толщиной от 0,3 мм и многое другое.
КАК ЭТО РАБОТАЕТ:
ИНТЕГРИРОВАННОЕ ДВИЖЕНИЕ ПРОВОЛОКИ
/ Цифровое управление процессом распознает короткое замыкание и способствует отрыву капли посредством отвода проволоки – до 90 раз в секунду!
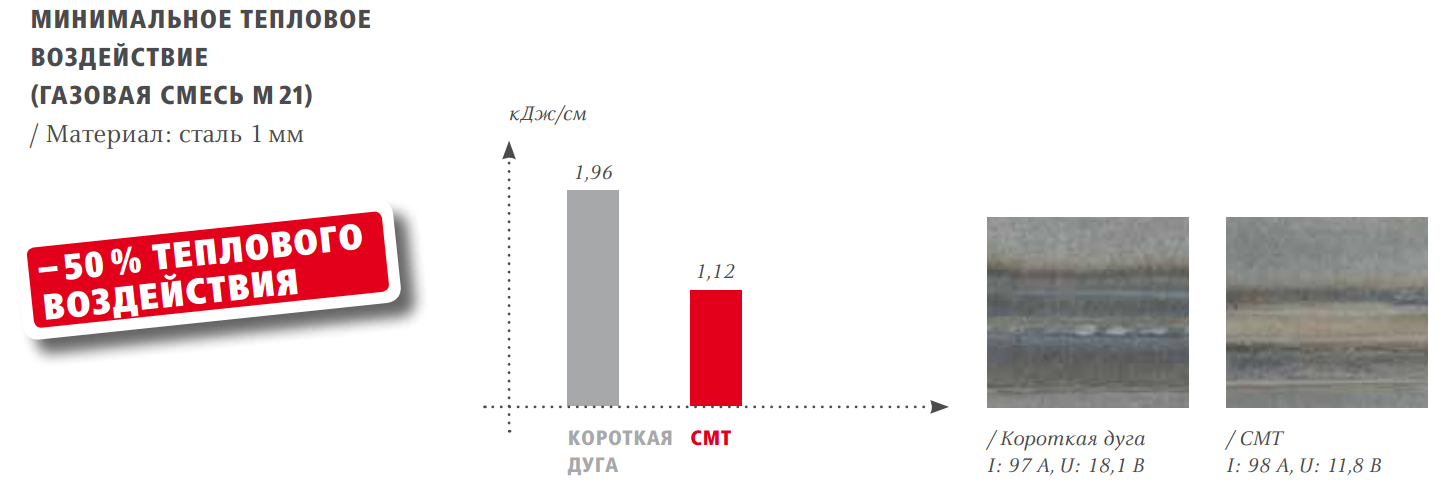
МИНИМАЛЬНОЕ ТЕПЛОВОЕ ВОЗДЕЙСТВИЕ
/ При сварке проволока движется вперед, а как только происходит короткое замыкание, она отводится назад. За счет этого сама дуга в фазе горения оказывает тепловое воздействие в очень короткий промежуток времени.
БЕЗ ОБРАЗОВАНИЯ БРЫЗГ
/ Обратное движение проволоки способствует отрыву капли во время короткого замыкания. Короткое замыкание контролируется, а ток поддерживается на низком уровне. Результат: переход материала без возникновения брызг.
ИСКЛЮЧИТЕЛЬНО СТАБИЛЬНАЯ ДУГА
/ Установка и контроль длины дуги выполняются автоматически. Дуга остается стабильной независимо от особенностей поверхности изделия или скорости сварки. Благодаря этому CMT может применяться повсюду и в любом положении

CMT Pulse, CMT Advanced и CMT Advanced Pulse
/ Для сложнейших швов и специальных требований Fronius усовершенствовал процесс CMT и соединил его возможности в различных комбинациях. Результат: три дополнительных процесса, позволяющие найти совершенное решение практически для любого случая применения. И при этом гарантирующие отличные результаты.

CMT PULSE
/ Этот процесс сочетает импульсный цикл с циклом CMT и за счет этого оказывает большее тепловое воздействие. Целенаправленное, регулируемое добавление импульсов обеспечивает большой диапазон мощности и гибкость применения.
CMT ADVANCED
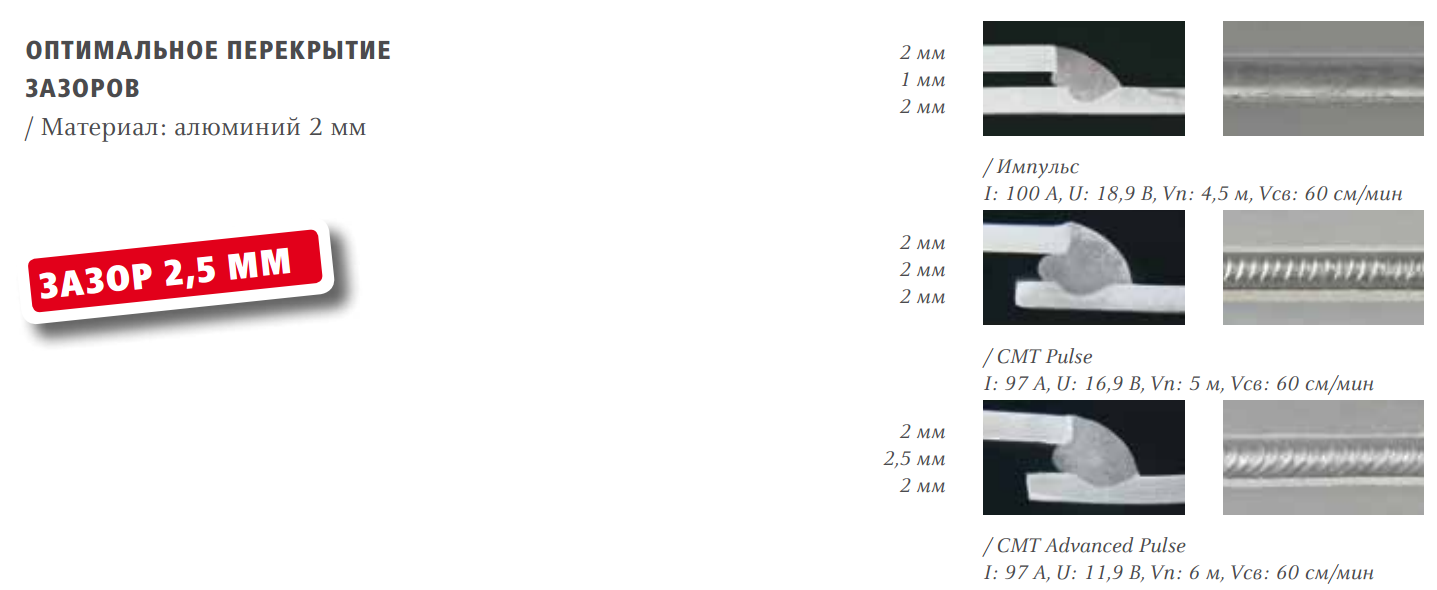
/ Еще «холоднее», чем CMT. В этом случае полярность сварочного тока интегрирована в управление процессом. Смена полярности происходит в фазе короткого замыкания, что обеспечивает стабильность процесса CMT. Результаты: целенаправленное тепловое воздействие, способность максимального перекрытия зазоров и увеличение мощности плавления до 60 %.
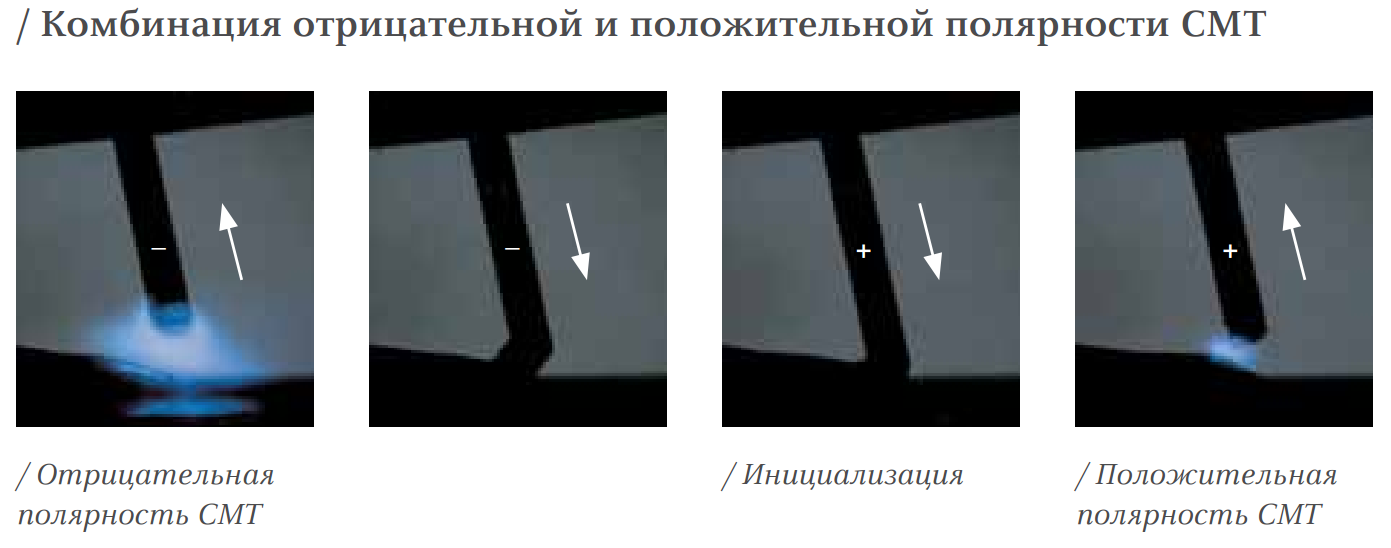
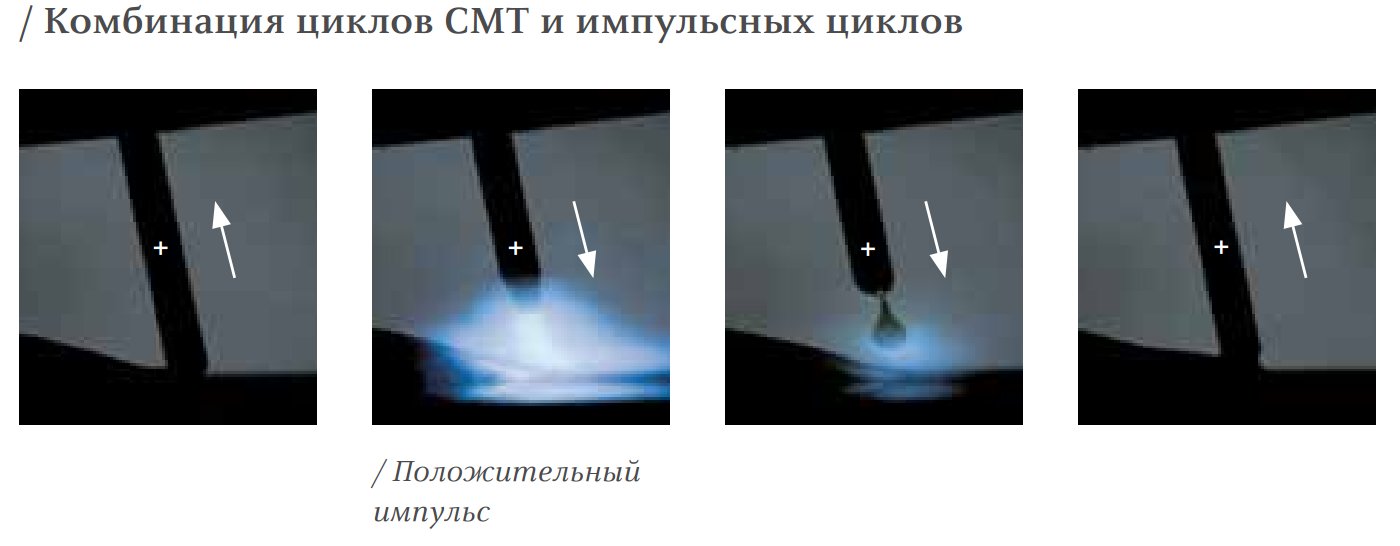
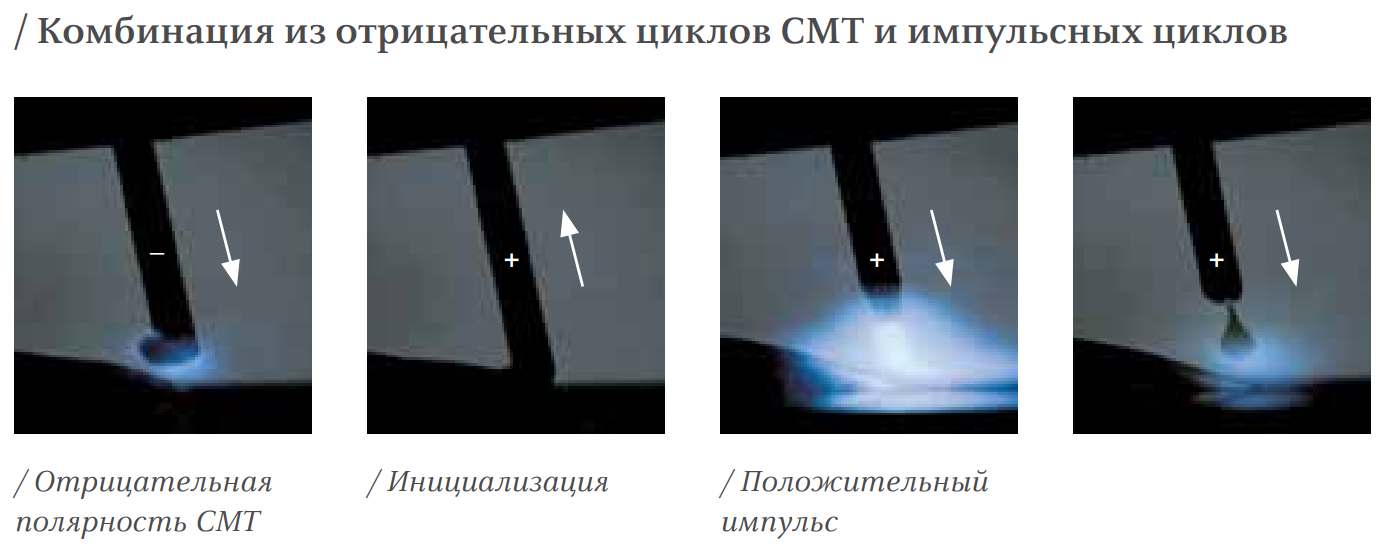
CMT ADVANCED PULSE
/ Циклы СМТ отрицательной полярности и импульсные циклы положительной полярности комбинируются, позволяя достичь абсолютной точности и наивысшей степени контроля дуги.
CMT НА ПРАКТИКЕ: ОСНОВНЫЕ ХАРАКТЕРИСТИКИ И СЛУЧАИ ПРИМЕНЕНИЯ
Решающие преимущества говорят в пользу CMT: это доказывают наши впечатляющие примеры применения.
НАИЛУЧШАЯ СПОСОБНОСТЬ ПЕРЕКРЫТИЯ ЗАЗОРОВ
При использовании CMT Advanced возрастает способность перекрытия зазоров, например, для алюминия толщиной 2 мм – с 1 мм до 2,5 мм в сравнении с импульсной сваркой.
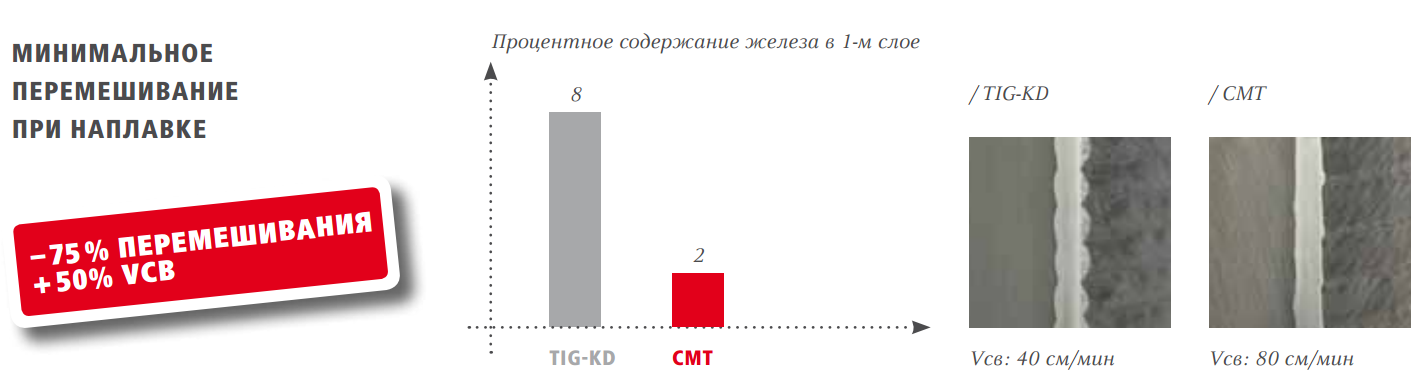
50 % С ОКРАЩЕНИЕ ПЕРЕМЕШИВАНИЯ ОСНОВНОГО И ПРИСАДОЧНОГО МАТЕРИАЛА
Перемешивание основного и присадочного материала сокращается до 50 % – это экономит расходы при наплавке.
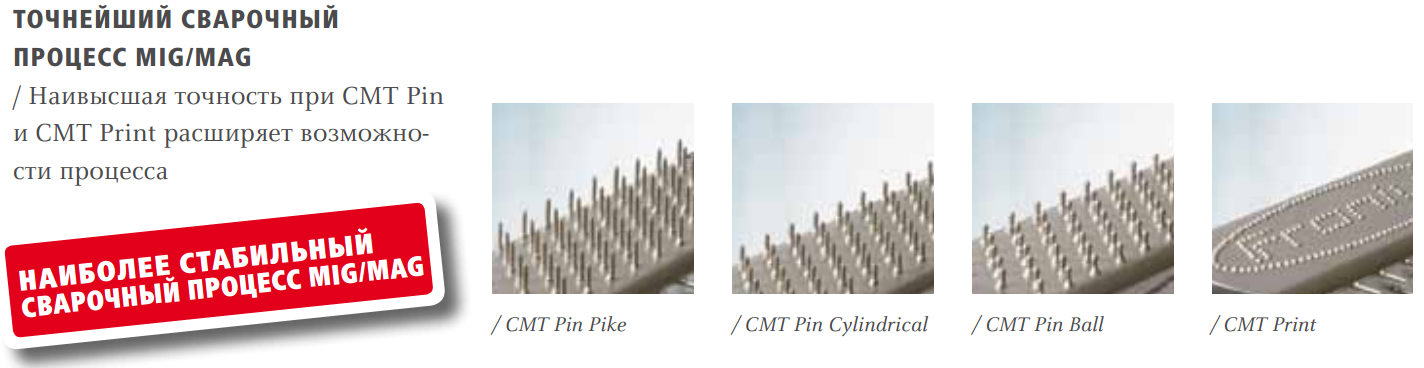
ТОЧНЕЙШИЙ СВАРОЧНЫЙ ПРОЦЕСС
100 % воспроизводимость и лучшее в мире управление процессом открывают совершенно новые сферы применения, например, CMT Pin и CMT Print.
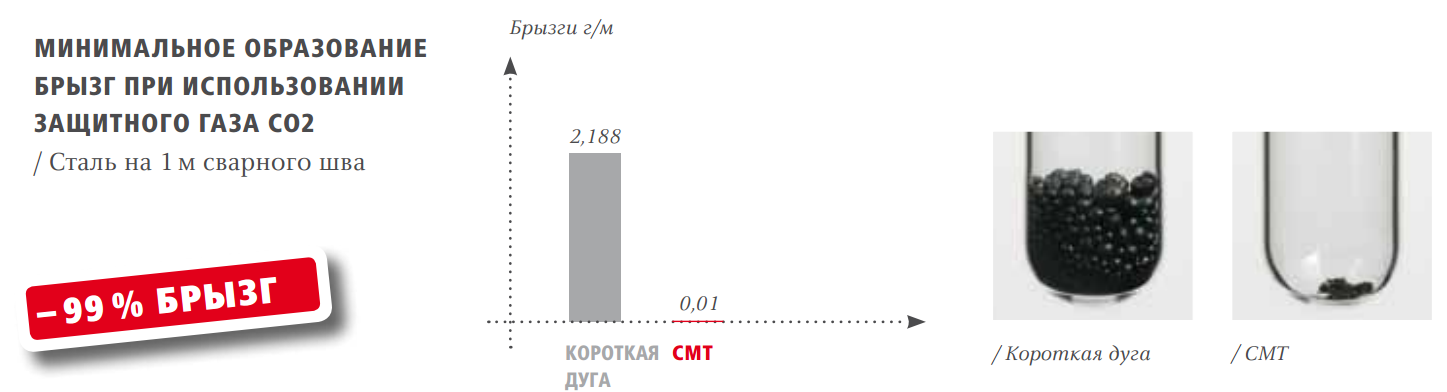
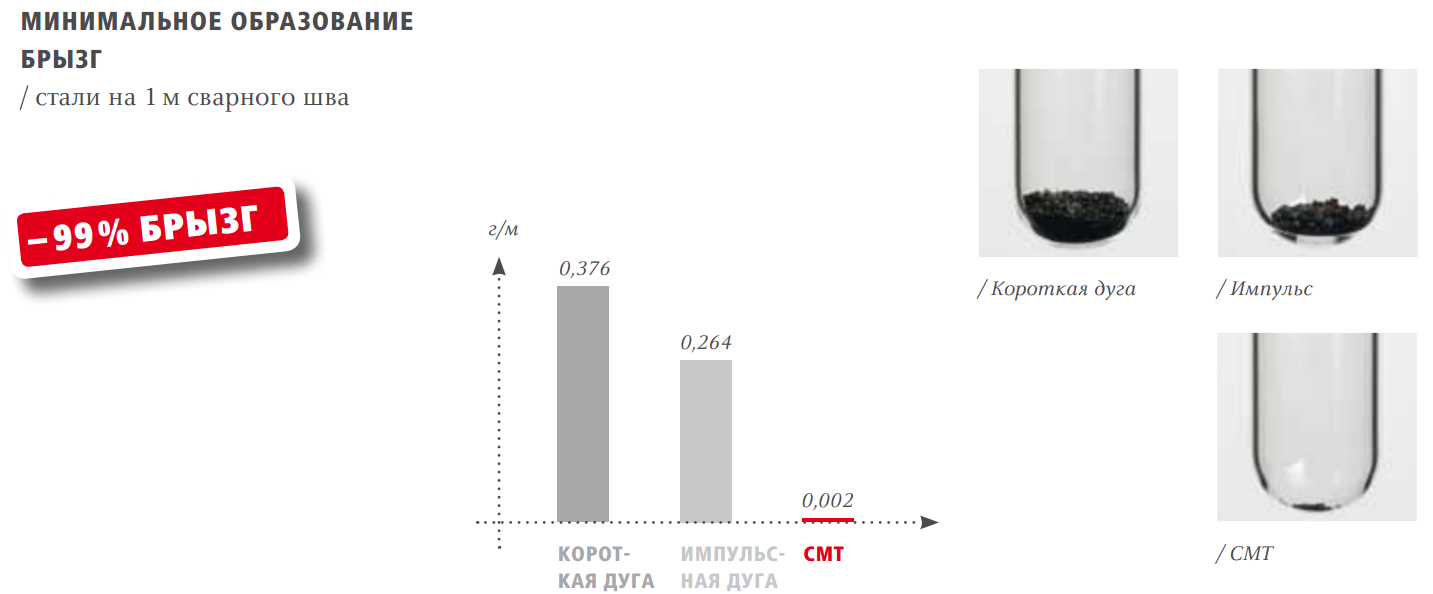
МИНИМАЛЬНОЕ ОБРАЗОВАНИЕ БРЫЗГ
Брызг образуется до 99 % меньше, например, при работе со сталью, по сравнению с импульсным режимом и режимом с короткой дугой.
МИНИМАЛЬНАЯ ДЕФОРМАЦИЯ
Меньшее тепловое воздействие ведет, например, при работе с тонкой сталью к меньшей деформации. Это избавляет от необходимости предварительной и последующей обработки.
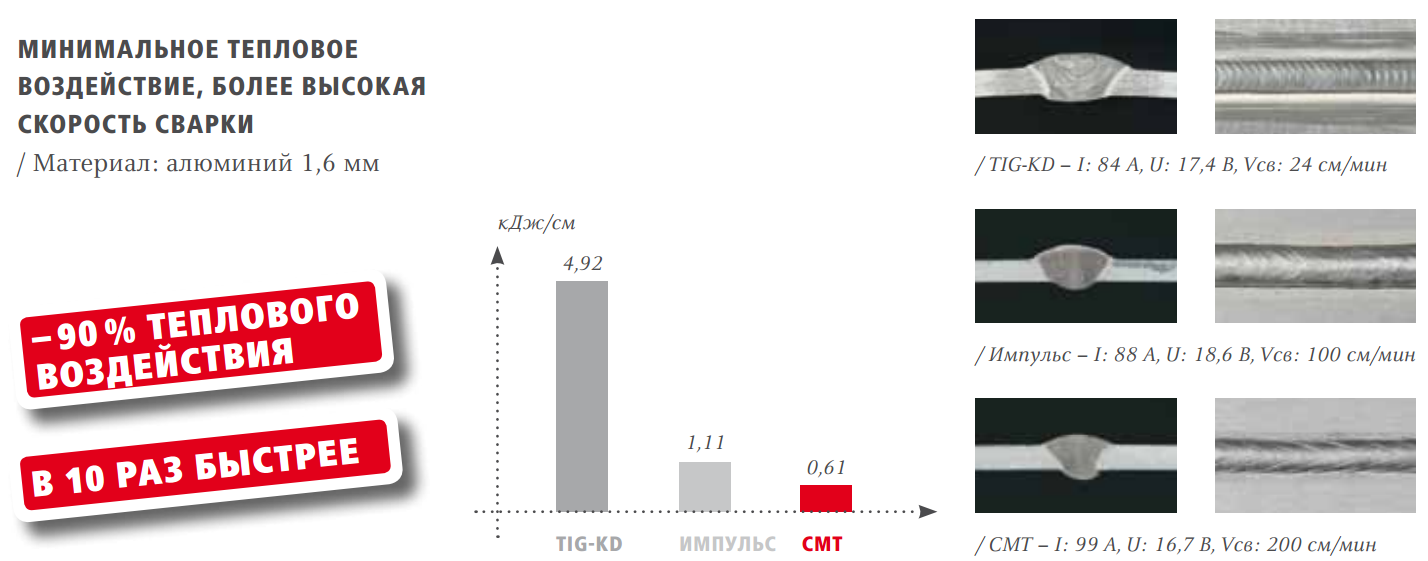
МИНИМАЛЬНОЕ ТЕПЛОВОЕ ВОЗДЕЙСТВИЕ
Тепловое воздействие сокращается на 90 %, например, при использовании CMT для алюминия, по сравнению с TIG-KD.
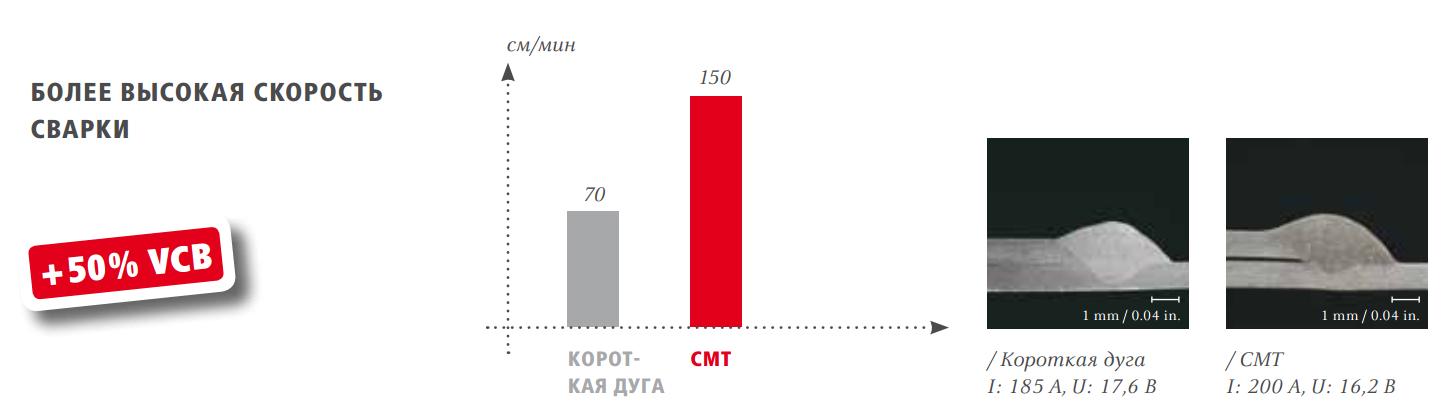
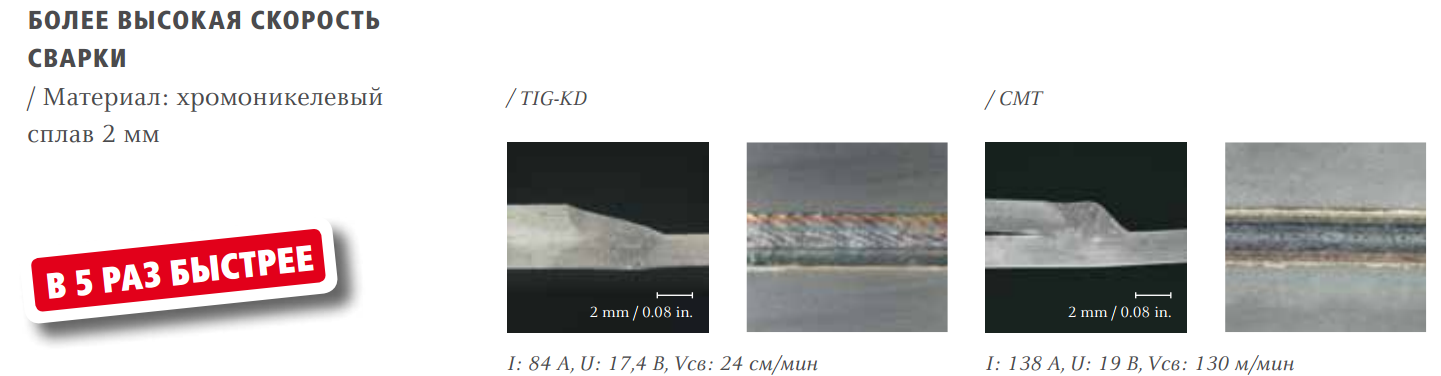
БОЛЕЕ ВЫСОКАЯ СКОРОСТЬ СВАРКИ
До 10 раз быстрее при одинаковом качестве шва и одинаковой характеристике жидкотекучести, например, для хромоникелевых сплавов – при отличном внешнем виде шва.
CMT ПРИ СВАРКЕ СТАЛИ
 CMT ПРИ СВАРКЕ АЛЮМИНИЯ
CMT ПРИ СВАРКЕ АЛЮМИНИЯ
CMT ПРИ РАБОТЕ СО СТАЛЬЮ/АЛЮМИНИЕМ, ХРОМОНИКЕЛЕВЫМИ СПЛАВАМИ, НАПЛАВКЕ

CMT-ПАЙКА, ЗАЩИТНЫЙ ГАЗ CO2, CMT PIN, CMT PRINT